
News
钢件的锻造CT10级公差相当于精密铸造的CT7级
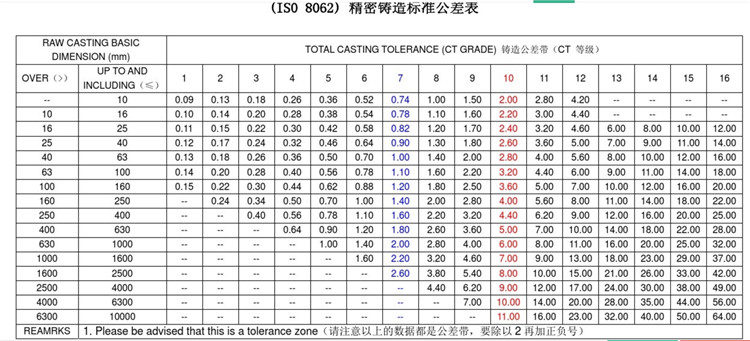
在生产加工中,对于毛坯表面要求的部件,我们应该采用锻造工艺来代替铸造工艺。下面我们从公差上来做对比。用锻件CT10级来对比铸造CT7级。
乐发vll500 先看精密铸造公差表。
乐发vll500
锻件未注公差标准
一、引用标准
GB12361钢质模锻件通用技术条件
GB12362钢质模锻件公差和机械加工余量
QC/T270汽车钢模锻造零件未注公差尺寸的极限偏差
二、基本原则:1、以客户要求为原则,如与客户要求产生冲突,以客户要求为准。
2、以图纸及工艺文件为原则,图纸或工艺文件已经注明的,以文件为准。
使用该标准时以上原则不得违背。
三、使用范围
乐发vll500 适用于锻造厂内部锻件锻造未注公差控制。
四、具体内容
乐发vll500 1、锻造孔类未注尺寸公差

乐发vll500 2、锻造轴类未注尺寸公差
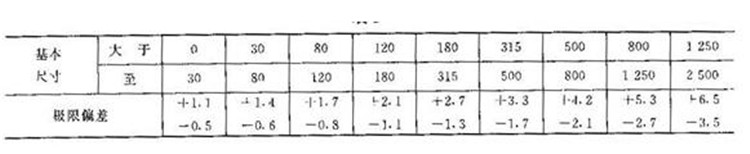
3.锻造非孔轴类未注尺寸公差

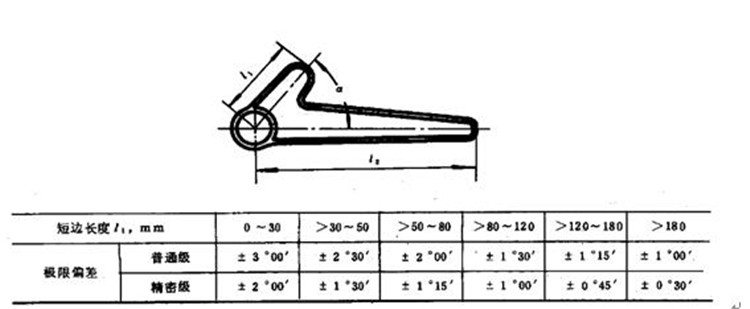
乐发vll500 4、角度公差,参照下表普通级执行
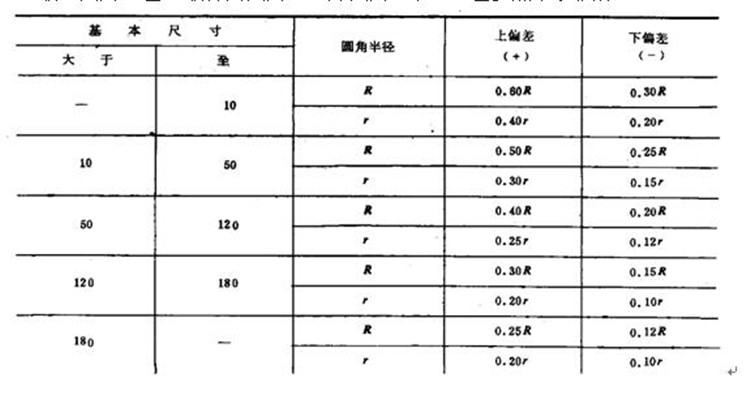
5、锻造圆角公差,锻件内圆角R、外圆角r未注公差参照下表执行
6、锻件直线度,平面度公差,参照下表,但不得大于加工余量的2/3

7、切入深度(切肉)与残留飞边、毛刺所指缺陷位置相同,缺陷相反,公差数值相同。前轴类按1.5,小锻件类参照图纸要求。
乐发vll500 8、前轴顶料杆凹凸痕迹不大于1.0。
9、表面缺陷深度公差:表面缺陷指锻件表面的凹坑、麻点、碰伤、折叠和裂纹的实际深度,执行如下:
乐发vll500 加工表面:如锻件实际尺寸等于基本尺寸,深度为单边加工余量一半,如实际尺寸大于或小于基本尺寸,深度为单边加工余量一半加或减单边实际偏差值,内表面尺寸取相反值。
非加工表面:深度公差为厚度公差的1/3




 731274714
731274714